Roll grinding
Operating & Maintenance Instructions
MODELS - RG-290-5, RG-390-5, RG-390-7, RG-490-7, RG-390-10, RG-490-10, RG-390-15, RG-490-15

Idler Wheel and Column should be in vertical position when grinder is removed from skid and placed on lathe.
MAINTENANCE INSTRUCTIONS LUBRICATION
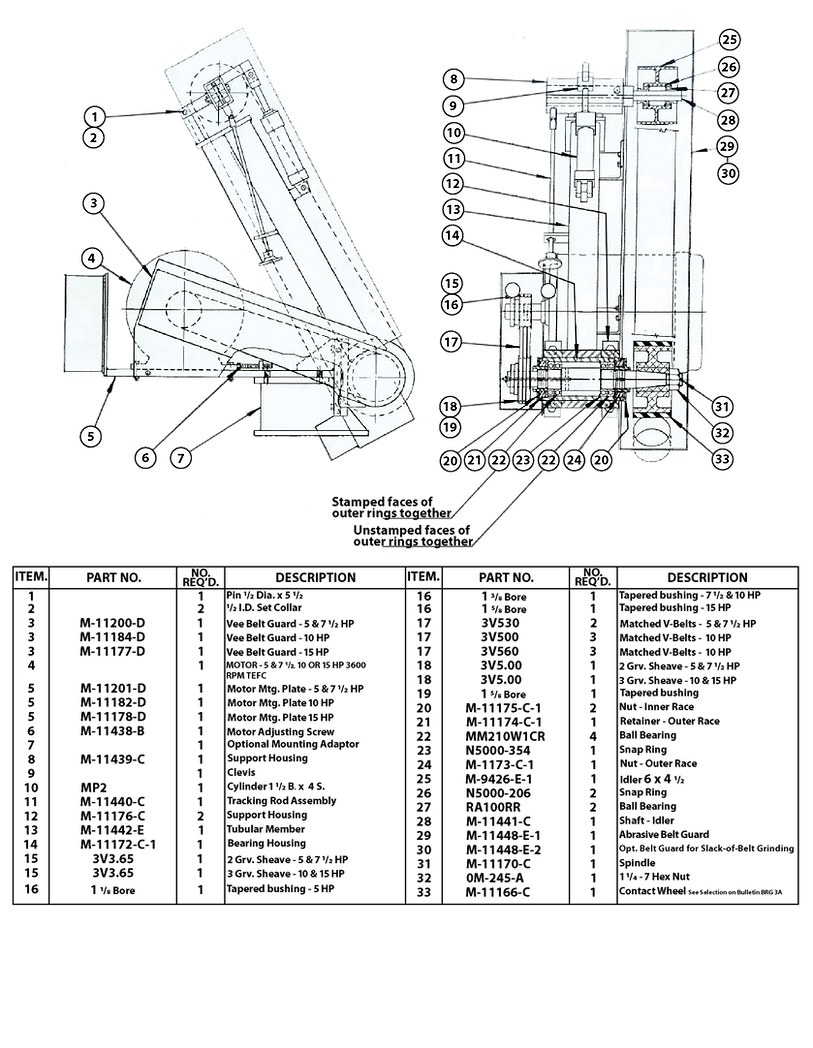
The ball bearings in the contact wheel bearing housing should be greased every 100 hours of use with Shell Darina AX-70330 or equivalent. There is a grease fitting at the V-belt pulley end of the contact wall shaft. The idler pulley has sealed-for-life type wall bearings that do not need to be lubricated. Do not lubricate excessively as this will cause bearings and bearing housing to overheat.
ADJUSTMENTS
The main beam may be tilted if necessary by loosening the set screws at the barn collar that fits around the contact wheel bearing housing.
ABRASIVE BELT TENSIONING
Tensioning of the abrasive belt is accomplished by the use of an air cylinder and hand valve. The amount of tensioning can be adjusted by increasing the amount of air pressure shown on the regulator gage. The normal setting is around 40 psi.
VEE BELT TENSIONING
Proper tension should be maintained on the vee belts. A squealing noise at startup indicates the belts are loose.
INSTALLATION INSTRUCTIONS
1. Remove the crate and remove the lagging bolts holding the grinder to the skid.
2. Loosen the set screws and the bearing housing and position the idler pulley in the straight up position. Retighten at least one set screw.
3. The grinder can now be lifted from the skid, using the eye provided as shown in the drawing above. Use caution in lifting as the grinder is not completely balanced at this point.
4. Place the grinder and the mounting adaptor on the cross slide or compound of your lathe.
5. Using a feeier gage or piece of paper, position the grinder so the contact wheel is square (as close as possible) with a work piece. The work piece should be chucked in the lathe and secure.
6. When the grinder is secure, connect the electrical power and air line. If a dust collector is used, be sure it is attached to the exhaust outlet on the belt guard.
7. Reposition the idler pulley back to the angular position. Tighten the set screw.
8. Dress the contact wheel as described below.
9. To remove the grinder from the lathe, move the idler pulley back to the vertical position. Place the hook of a chain hoist through the lifting eye and lift cautiously.
TO DRESS THE CONTACT WHEEL, place the grinder on the lathe and look for the best area of the roll. Be sure the grinder is as square as possible. Clean the roll so pressure sensitive abrasive can be placed on the roll. This should go at least 3/4 way around the roll and be 50 to 80 grit. Start the grinder and move the contact wheel until it makes contact with the abrasive. Move the grinder back-and-forth completely across the abrasive both ways. This must be repeated until the entire surface of the contact wheel has been dressed. Don’t plunge cut.
The following is given as a starting point only; final grinding parameters for a specific application may have to be determined via field testing.
1. The speed of rotation of the workpiece should be 100 -- 150 SFPM for mild steel. A slower speed should be used for harder material and a faster speed for softer material. *Roll should rotate in reverse or against rotation of belt.
2. On the smaller diameters heat buildup may cause the roll to bow or deform, resulting in an uneven grind. If this happens, the use of coolant is strongly recommended. Some users have reported that filling a hollow roll with water resolves this problem.
3. The grinder should traverse at the maximum speed avaliable. Generally, thread cutting speed of 1” per 2 revolutions of the part will be the maximum; some lathes are limited to 1” per 4 revolutions.
4. If a lathe is being used for grinding only, it may be converted so that a separate drive can be added for traverse. If this can be added, 1” per revolution would be satisfactory speed for a 4” wide belt.
5. Depth of cut: When the travel speed of the grinder between 1 and 2 inches per revolution of the part, the grinding depth of cut can be around .00.3. If the travel speed is 1 inch or less per revolution, as much as .005 can be ground.
6. If several thousandths of material are to be removed, it is advisable to start with a coarse grit (50 grit or less) and follow with a series of finer grits.
EXAMPLE:
For a 4” dia. mild steel roll requiring .012 stock removal and a 15-20 RMS finish, the following
sequence might be used:
Make three quick passes with a 50 grit belt, removing about .010, one pass with a 120 grit belt
removing about .001, then one pass with a 18 grit belt, removing approximately .0005, followed
by 280 grit or 320 grit.
For close tolerance requirements, two or three final passes are recommended using light pressure with no infeed between the passes.
To some extent, the grit sequence is governed by the length of the roll. Any given grit sequence will produce a different finish on a four foot long roll than on a twelve foot long roll.
Any given grit sequence will produce a different finish on a four foot long roll than on a twelve foot long roll.
A 50 grit belt will be reduced to the equivalent of 60-80 grit after grinding 10 to 12 feet, and each succeeding pass will continue to reduce the size of the grain.
7. See bulletin BRG-3B regarding the choice of the proper contact wheel for best results.
8. Be sure the abrasive belt is the type for roll grinding. The belts should have a butt splice reinforced with a mylar strip.
9. Rubber rolls and hard chrome rolls must be ground with silicon caribide abrasives or flexible diamond products.
10. Steel rolls are ground with ceramic aluminum oxide and aluminum oxide for roughing and finishing respectively.
11. For good finish, the belt should not be quite as wide as the contact wheel. Our contact wheels are 1/16” to 1/8” wider than the nominal width of the belt. Never break the edges of the contact wheel.
12. Always wear eye protection. Keep hands away from running belt and roll.
13. Keep guards in place with doors closed when grinder is running.
*For safety reasons the roll should turn against the belt rotation. It creates a safety hazard when rotating with the belt.